 English
English Français
Français Español
Español Deutsch
Deutsch

Content
- 1 Qu'est-ce qu'un taraud ?
- 2 Principales fonctions d'un taraud
- 3 Comment utiliser un taraud pour les calculs de filetage
- 4 Taraud à filetage par rapport aux autres méthodes de filetage
- 5 Différence entre un taraud et un taraud fileté
- 6 Comment prévenir la casse du robinet
- 7 Qu'est-ce qu'un trou borgne et quel robinet faut-il utiliser ?
- 8 Comment entretenir un taraud
- 9 FAQ sur les tarauds
- 9.1 Pourquoi mon robinet continue-t-il de se briser dans des trous borgnes ?
- 9.2 Puis-je utiliser le même taraud pour le taraudage manuel et mécanique ?
- 9.3 Quelle est la différence entre les tarauds de coupe et de formage ?
- 9.4 Comment retirer un robinet cassé d'un trou ?
- 9.5 Pourquoi mes fils sont-ils trop serrés ou trop lâches ?
- 9.6 Quelle vitesse de coupe dois-je utiliser pour le taraudage ?
Qu'est-ce qu'un taraud ?
Un taraud est un outil de coupe spécialisé conçu pour créer des filetages internes dans des trous pré-percés. Il fonctionne en enlevant du matériau (tarauds coupants) ou en déplaçant du matériau (tarauds formant) pour produire des rainures hélicoïdales pouvant accueillir des vis, des boulons et d'autres fixations filetées. Les tarauds sont essentiels dans les industries manufacturières, automobiles, aérospatiales et de plomberie où un filetage interne précis est requis pour l'assemblage et la fixation mécanique.
Les tarauds sont généralement fabriqués en acier chromé trempé, en acier rapide (HSS) ou en carbure monobloc pour résister aux forces de coupe et aux frottements générés pendant le processus de taraudage. L'outil comporte des cannelures longitudinales qui fournissent des arêtes de coupe et des canaux pour l'évacuation des copeaux, ainsi qu'un fil chanfreiné qui guide le taraud dans le trou.

Principales fonctions d'un taraud
Création de thread interne
La fonction principale d'un taraud est de couper ou de former des filetages internes dans les trous. Contrairement aux outils de filetage externe (matrices), les tarauds fonctionnent depuis l'intérieur d'une surface cylindrique, créant ainsi le composant femelle d'une connexion filetée. Cela permet la fixation sécurisée de boulons, vis et goujons sur des pièces en métal, en plastique ou composites.
Réparation et restauration de fils
Les tarauds remplissent une fonction essentielle dans la réparation des filetages internes endommagés ou dénudés. En recoupant le profil du filetage, les tarauds peuvent restaurer les filetages usés à leurs spécifications d'origine, évitant ainsi la mise au rebut des composants de grande valeur. Ceci est particulièrement important dans la réparation de moteurs, la maintenance de machines et les applications aérospatiales, où les coûts de remplacement des composants sont importants.
Gestion des copeaux et évacuation
Différentes géométries de tarauds sont conçues pour gérer efficacement les copeaux. Les tarauds à pointe en spirale poussent les copeaux vers l'avant (idéal pour les trous traversants), tandis que les tarauds à goujure en spirale tirent les copeaux vers l'arrière (essentiel pour les trous borgnes). Cette fonction d'évacuation des copeaux évite la casse de l'outil et garantit la qualité du filetage.
Comment utiliser un taraud pour les calculs de filetage
Calcul de la taille du foret
Unvant de tarauder, vous devez percer un avant-trou au bon diamètre. La taille du foret à tarauder est calculée pour atteindre environ 65 à 75 % d'engagement dans les fils , qui offre un équilibre optimal entre la résistance et le couple. Un trou de forage juste 0,2 mm sous-dimensionné peut augmenter le couple de taraudage de 15 à 25 % , augmentant considérablement le risque de casse.
Calcul du régime et de l'avance
Pour le taraudage CNC, la vitesse de broche (RPM) est calculée à l'aide de la formule : RPM = (Vitesse de coupe × 1000) / (π × Diamètre du taraud) . La vitesse d'avance doit correspondre précisément au pas du filetage : toute différence provoque un accrochage du filetage ou une rupture du taraud. Par exemple, un taraud M6×1,0 nécessite exactement 1,0 mm d'avance par tour.
Calcul de la profondeur des trous borgnes
Lorsque vous taraudez des trous borgnes, calculez la profondeur de forage pour fournir 3 à 5 longueurs de dégagement au-delà de la profondeur de filetage requise. Cela empêche le robinet d'entrer en contact avec le fond du trou, ce qui provoquerait une rupture instantanée. Pour un filetage M8 × 1,25 nécessitant une profondeur de filetage de 20 mm, percez à au moins 24 à 26 mm de profondeur.

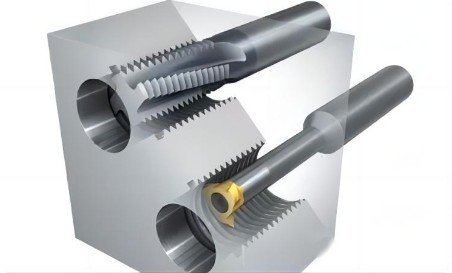
Taraud à filetage par rapport aux autres méthodes de filetage
Aperçu clé : Le fraisage de filets est préférable pour les matériaux dépassant 50 HRC ou des pièces de grande valeur, car les fraises cassées sont plus faciles à retirer que les tarauds cassés. Offres d'écoute de formulaire Durée de vie de l'outil 3 fois plus longue que la découpe de tarauds en aluminium, mais est limité aux matériaux ≤36 HRC.
Différence entre un taraud et un taraud fileté
Les termes sont souvent utilisés de manière interchangeable, mais il existe des distinctions subtiles :
- "Appuyez" est le terme général désignant tout outil utilisé pour créer des filetages internes, y compris les tarauds manuels, les tarauds mécaniques et les tarauds de formage.
- "Filetage" fait spécifiquement référence à l'ensemble complet d'outils de coupe avec une géométrie de filetage, des cannelures et une configuration de tige définies, conçus pour produire des profils de filetage standardisés (par exemple, UNC, UNF, métrique).
Dans la pratique, « taraud » met l'accent sur la fonction de l'outil de création de filetages hélicoïdaux, tandis que « taraud » peut faire référence plus largement à la catégorie d'outils. Les deux termes décrivent la même famille d’outils fondamentaux.

Comment prévenir la casse du robinet
La casse des tarauds est l'une des défaillances d'usinage les plus coûteuses, les tarauds cassés dans les trous borgnes nécessitant souvent Extraction par électroérosion cela peut coûter plus cher que la pièce elle-même. Mettez en œuvre ces stratégies éprouvées :
Optimiser le dimensionnement du trou pilote
Cible 75 % d'engagement dans les fils de discussion plutôt que 100 %. Les filetages complets n'ajoutent que 5 % de résistance mais triplent les demandes de couple. Vérifiez la taille du foret lors de la configuration ; ne vous fiez jamais uniquement aux données du programme.
Sélectionnez la géométrie de taraud appropriée
- Trous traversants : Utilisez des tarauds à pointe en spirale (nez de pistolet) qui poussent les copeaux vers l'avant.
- Trous borgnes : Utilisez des tarauds à cannelure hélicoïdale qui tirent les copeaux vers le haut
- Trous profonds (>1,5× diamètre) : Mettre en œuvre des cycles de taraudage
Paramètres de coupe de contrôle
Réduisez la vitesse de coupe en 20 à 30 % pour les aciers trempés. Utilisez le mode de taraudage rigide dans la CNC pour synchroniser la vitesse de broche et la vitesse d'avance : un mauvais alignement provoque une charge inégale et une rupture.
Assurer une bonne lubrification
Les fluides de coupe à base d'huile avec des additifs extrême pression surpassent les liquides de refroidissement solubles dans l'eau pour le taraudage. Pour l’acier inoxydable 316L, une lubrification inadéquate provoque un écrouissage et un grippage.
Maintenir les conditions des outils et des machines
- Remplacez les tarauds de manière proactive en fonction des limites du nombre de threads, sans attendre l'échec.
- Vérifiez que le faux-rond de la broche est ≤0,01 mm
- Utilisez des porte-tarauds flottants pour compenser les désalignements mineurs

Qu'est-ce qu'un trou borgne et quel robinet faut-il utiliser ?
Définition d’un trou aveugle
Un trou borgne est un trou qui ne traverse pas complètement la pièce – il a un fond fermé. Contrairement aux trous débouchants, les trous borgnes emprisonnent les copeaux à l'intérieur, ce qui rend la création de filetage beaucoup plus difficile. Les trous borgnes sont courants dans les blocs moteurs, les collecteurs hydrauliques et les composants structurels où les fixations ne doivent pas dépasser du côté opposé.
Types de tarauds recommandés pour les trous borgnes
Exigence critique : Pour les trous borgnes, utilisez toujours tarauds à flûte hélicoïdale avec des canaux de refroidissement internes si possible. Ceux-ci tirent les copeaux vers le haut et hors du trou, empêchant ainsi l'emballage au fond qui provoque la casse. Pour les trous d'une profondeur supérieure à 1,5 × le diamètre, effectuez un taraudage par débourrage : avancez de 2 à 3 filets, puis rétractez pour éliminer les copeaux.
Comment entretenir un taraud
Nettoyage et stockage
Unfter each use, thoroughly clean taps with a brush and solvent to remove chips and cutting fluid residue. Store taps in individual compartments or protective sleeves to prevent edge damage. Never toss taps into tool drawers where they can contact other tools.
Inspection et affûtage
Inspectez les bords coupants du taraud sous un grossissement pour déceler toute usure, écaillage ou bord accumulé. Réaffûtez les flûtes lorsqu'une usure est détectée, mais ne jamais broyer le fond de la flûte - cela affaiblit l'outil. Retirez toutes les sections usées lors du réaffûtage pour restaurer la géométrie appropriée. Évitez de créer une largeur de lame trop étroite lors du réaffûtage.
Revêtement et traitement de surface
Unpply surface treatments such as Nitrure de titane (TiN) ou de l'oxyde de vapeur pour réduire la friction et prolonger la durée de vie de l'outil. Les revêtements TiCN sont particulièrement efficaces pour les applications en acier inoxydable. Les robinets recouverts d'un nouveau revêtement peuvent atteindre 2 à 3 fois la durée de vie de l'outil d'outils non revêtus.
Gestion de la vie
Établissez des limites de durée de vie prédéterminées en fonction du matériau et du nombre de filetages. Par exemple, un taraud HSS en aluminium peut traiter 500 à 1 000 trous , alors que le même robinet en inox 316L ne peut que durer 50 à 100 trous . Remplacez les tarauds de manière proactive : les tarauds usés coupent les filetages sous-dimensionnés et nécessitent un couple plus élevé, augmentant ainsi le risque de casse.

FAQ sur les tarauds
Pourquoi mon robinet continue-t-il de se briser dans des trous borgnes ?
La cause la plus fréquente est accumulation de copeaux au fond du trou . Passez aux tarauds à goujures hélicoïdales qui tirent les copeaux vers le haut, vérifiez que la profondeur de perçage offre un dégagement adéquat (3 à 5 pas au-delà de la profondeur du filetage) et envisagez des cycles de taraudage avec débourrage pour les trous profonds.
Puis-je utiliser le même taraud pour le taraudage manuel et mécanique ?
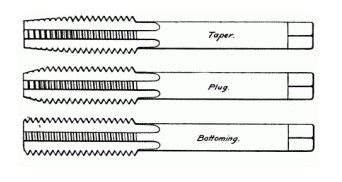
Les tarauds manuels (cônes, bouchons, jeux de fond) sont conçus pour une utilisation manuelle avec des clés à taraud et ont des longueurs de chanfrein spécifiques pour une coupe progressive. Les tarauds machine sont conçus pour une utilisation CNC/centre d'usinage avec des vitesses d'avance synchronisées. Bien que les tarauds manuels puissent être utilisés dans les machines, les tarauds machines ne doivent pas être utilisés manuellement en raison de leur géométrie agressive.
Quelle est la différence entre les tarauds de coupe et de formage ?
Tarauds coupants retirer de la matière pour créer des fils et produire des copeaux. Tarauds de formage (tarauds à rouleaux) déplacent le matériau sans formation de copeaux, créant des fils plus solides avec une meilleure finition de surface. Cependant, les tarauds de formage nécessitent des matériaux ≤ 36 HRC et produisent des filetages légèrement plus gros, nécessitant des avant-trous plus grands.
Comment retirer un robinet cassé d'un trou ?
Les méthodes de retrait comprennent : (1) des extracteurs de tarauds qui saisissent la tige cassée, (2) un usinage par électroérosion (EDM) pour brûler le taraud, (3) un perçage minutieux avec des forets à gauche ou (4) une dissolution chimique pour les pièces de grande valeur. La prévention est toujours plus rentable : le retrait d’un taraud cassé peut coûter plus cher que la pièce elle-même.
Pourquoi mes fils sont-ils trop serrés ou trop lâches ?
Fils lâches indiquer des trous de perçage surdimensionnés ou des tarauds usés coupant sous-dimensionnés. Fils serrés suggèrent des forets sous-dimensionnés, des tarauds usés coupant sous-dimensionnés (l'usure des flancs augmente le diamètre primitif) ou une lubrification insuffisante provoquant un grippage. Vérifiez toujours la taille du foret et spécifiez les classes de tolérance (6H pour métrique, 2B pour unifié) sur les dessins.
Quelle vitesse de coupe dois-je utiliser pour le taraudage ?
Vitesses de surface typiques : Unluminum: 15–25 m/min; Carbon Steel: 8–12 m/min; Stainless Steel: 4–8 m/min; Hardened Steel (>45 HRC): 3–5 m/min . En cas de doute, commencez par le bas et augmentez progressivement. Une vitesse excessive provoque un écrouissage de l'acier inoxydable et une accumulation de chaleur qui accélère l'usure.


