English
English Français
Français Español
Español Deutsch
Deutsch

Content
- 1 Principaux types d'inserts filetés
- 2 Comment sélectionner le modèle approprié
- 3 Outils d'installation requis
- 4 Procédure d'installation correcte
- 5 Matériaux compatibles
- 6 Gestion du serrage excessif et de la casse
- 7 Foire aux questions
- 7.1 Les inserts filetés peuvent-ils être réutilisés ?
- 7.2 Dans quelle mesure un trou fileté avec un insert est-il plus résistant ?
- 7.3 Les inserts affectent-ils les spécifications de couple des boulons ?
- 7.4 Unre wire thread inserts standardized?
- 7.5 Les inserts peuvent-ils être installés dans des trous borgnes ?
- 7.6 Quelles sont les causes de la rotation ou du retrait de l'insert ?
Un insert de fil métallique est un dispositif de fixation enroulé en hélice fabriqué à partir de fil d'acier inoxydable à haute résistance (généralement de type 304 ou 316) avec une section transversale en forme de losange. Il est inséré dans un trou pré-taraudé pour créer un filetage interne permanent et résistant à l'usure qui dépasse la résistance de la plupart des matériaux d'origine. La conception en forme de ressort de l'insert lui permet de répartir les charges uniformément sur toute la longueur du filetage, transformant la charge de cisaillement en « contrainte circulaire » radiale pour une intégrité supérieure du joint.
Développés à l'origine pour les applications aérospatiales et automobiles, les inserts filetés remplissent deux fonctions principales : réparer les fils endommagés ou dénudés et fils de renfort en matériaux souples comme l'aluminium, le magnésium et les composites. La surface finie (8 à 16 micropouces) est exceptionnellement lisse, éliminant pratiquement l'érosion des filetages induite par la friction et offrant une résistance à la corrosion.

Principaux types d'inserts filetés
Les inserts filetés sont classés en fonction de leur mécanisme de verrouillage et de leur méthode d'installation. Les quatre types principaux sont :
Inserts à fonctionnement libre (stetard)
Il s'agit du type le plus courant : des ressorts essentiellement hélicoïdaux qui créent des filetages internes correspondant à la taille du boulon. Ils fournissent des filetages fluides et libres sans aucune fonction de verrouillage. Idéal pour : Applications à usage général où un montage/démontage fréquent est requis et où les vibrations sont minimes.
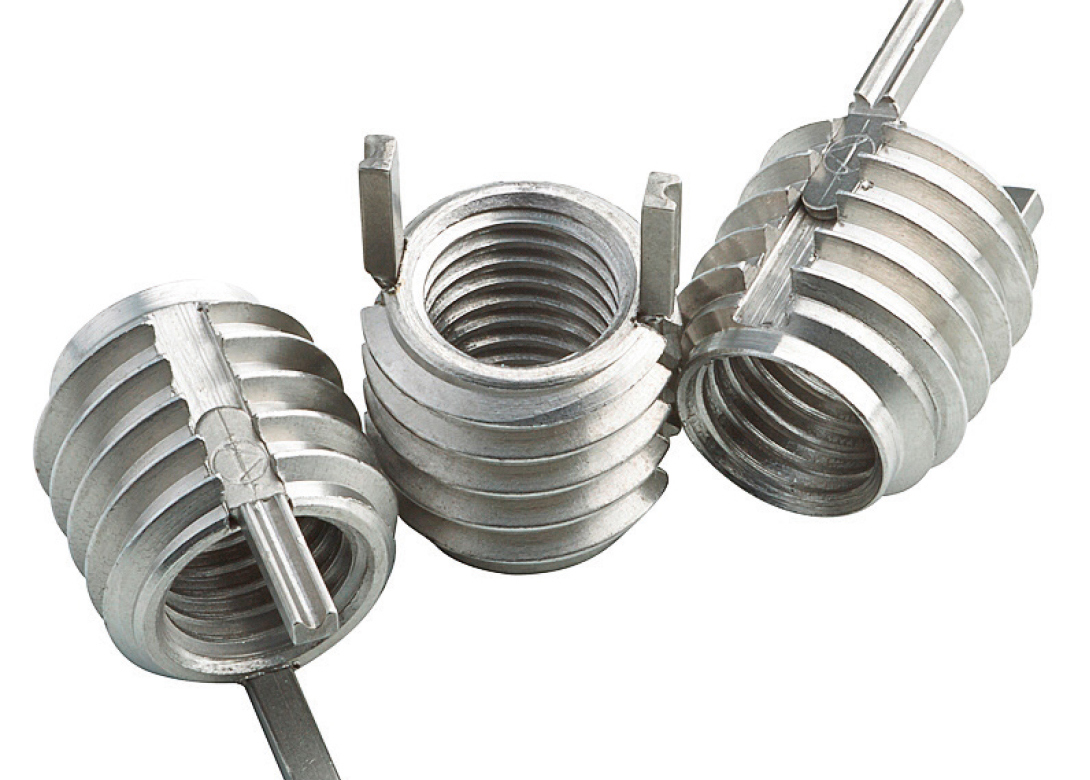
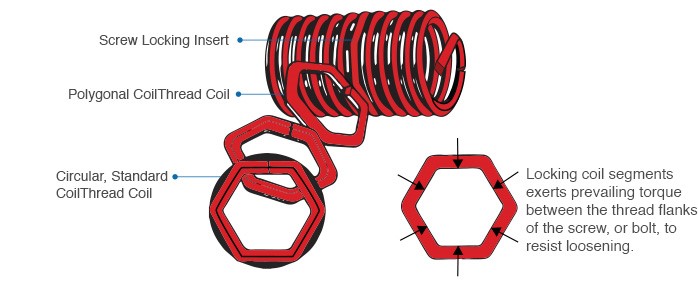
Inserts à vis
Ces inserts comportent une ou plusieurs bobines de préhension polygonales qui exercent une pression radiale sur le filetage mâle, créant un couple dominant pour empêcher le desserrage dû aux vibrations ou aux impacts. Ils éliminent le besoin de mécanismes de verrouillage supplémentaires tels que des rondelles de blocage ou des composés frein-filet. Idéal pour : Environnements à fortes vibrations tels que les moteurs, les machines et les applications aérospatiales.
Inserts à soie
Le design original avec une petite tige (poignée d'installation) à une extrémité de la bobine. La tige s'engage dans l'outil d'installation et doit être cassée après l'installation. Undvantages: Coût réduit, fiabilité établie. Inconvénients : Risque de débris de corps étrangers (FOD) provenant de la tige cassée, nécessitant une récupération dans des trous borgnes.
Inserts sans enchevêtrement
Un modern innovation featuring drive notches at both ends instead of a tang. These inserts can be installed and removed without breaking off any pieces, completely eliminating FOD risks. Undvantages: Mise en place réutilisable et plus rapide, aucune récupération de soie nécessaire, idéale pour les applications critiques en aérospatiale et en salle blanche. Unvailable in: Configurations à course libre et à verrouillage par vis.

| Tapez | Fonction de verrouillage | Installation | Risque FOD | Meilleure application |
|---|---|---|---|---|
| Fonctionnement libre | Aucun | Tangé ou Sans enchevêtrement | Faible-Moyen | Assemblée générale |
| Verrouillage à vis | Bobines à poignée radiale | Tangé ou Sans enchevêtrement | Faible-Moyen | Environnements à fortes vibrations |
| Tanged | Varie | Nécessite une cassure de la soie | Moyen-élevé | Applications sensibles aux coûts |
| Tangless | Varie | Aucune rupture requise | Aucun | Unerospace, critical systems |
Comment sélectionner le modèle approprié
La sélection du bon insert fileté nécessite la prise en compte de quatre paramètres clés :
Taille et pas du filetage
Faites correspondre l'insert aux spécifications de votre boulon (métrique : M2 – M39 ; impérial : UNC/UNF #2 jusqu'à 1/2" et plus). L'insert doit correspondre à la fois au diamètre nominal et au pas de filetage (grossier ou fin) de la fixation.
Insérer la longueur
La longueur de l'insert est spécifiée comme un multiple du diamètre du filetage (D) :
- 1.0D : Engagement minimum, adapté aux espaces restreints
- 1.5D : Longueur standard pour la plupart des applications
- 2.0D à 3.0D : Résistance maximale pour les applications à charge élevée ou critiques
Sélection des matériaux
Les inserts standards sont fabriqués à partir de Acier inoxydable 304 (AISI 304, écroui jusqu'à une résistance à la traction de 200 000 psi). Pour les applications spécialisées :
- Acier inoxydable 316 : Résistance améliorée à la corrosion pour les environnements marins/chimiques
- Inconel X-750 : Applications à haute température (jusqu'à 550°C/1022°F)
- Bronze phosphoreux : Unpplications requiring reduced galling or spark resistance
Traitement de surface
Les revêtements optionnels améliorent les performances dans des conditions spécifiques :
- Lubrifiant à film sec (MolyLube) : Réduit la friction dans les applications à couple élevé, résistance aux températures élevées
- Cadmiage ou nickelage : Résistance supérieure à la corrosion, empêche le grippage lors de l'installation
- Placage d'argent : Applications à températures extrêmes, réduit le grippage des filetages
Outils d'installation requis
Un complete wire thread insert installation requires the following specialized tools:

| Outil | Fonction | Notes de spécifications |
|---|---|---|
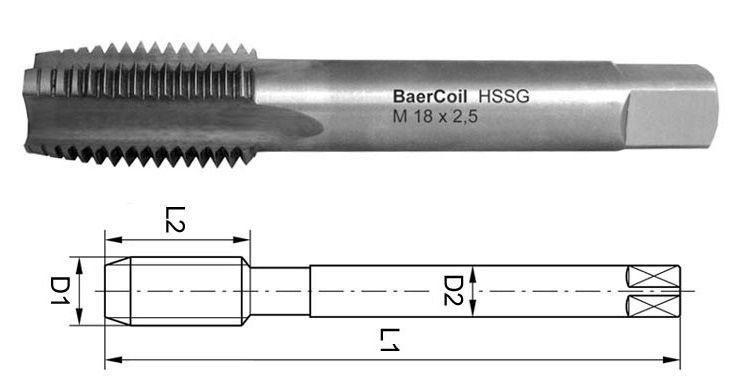
| Taraud STI (insert fileté) | Crée des filetages internes pour l'insertion | Diamètre de pas plus grand que le taraud standard ; doit correspondre exactement à la taille de l'insert |
| Foret de carottage | Perce un trou pilote avant de tarauder | Diamètre spécifique à la taille de la plaquette ; aucune tolérance autorisée |
| Outil d'insertion (Pré-enrouleur) | Les vents s'insèrent dans le trou taraudé | Manuel, électrique ou pneumatique ; types de mandrins captifs ou non captifs |
| Outil de rupture de Tang | Supprime la soie après l'installation | Poinçon et marteau (200g) pour les petits formats ; outils de rupture spécialisés pour les plus grands |
| Fraisage | Crée un chanfrein d'entrée | Profondeur ≤ 0,4 × pas ; empêche le croisement du filetage de l'insert |
| Jauge de bouchon fileté | Vérifie la précision du filetage fini | Jauge Go/No-Go pour le contrôle qualité |
| Outil d'extraction | Supprime les inserts endommagés | Requis pour les scénarios de réparation ou de remplacement |
Options d'outils électriques : Pour la production en grand volume, les outils d'installation pneumatiques ou électriques offrent une profondeur d'installation constante grâce à des limites de profondeur réglables et des fonctionnalités d'inversion automatique.
Procédure d'installation correcte
Une installation correcte suit un séquence en cinq étapes . Les écarts par rapport à cette procédure sont la principale cause d’échec de l’insert.

Étape 1 : Forage
À l’aide du foret STI spécifié, percez le trou au diamètre et à la profondeur corrects. Exigences critiques : La profondeur de perçage doit dépasser la profondeur d'installation de l'insert d'au moins 1 à 2 filetages ; le trou ne doit pas être effilé ; les copeaux doivent être complètement éliminés, ce qui est particulièrement critique pour les trous borgnes.
Étape 2 : Fraisage
Unpply a countersink to the hole entrance to prevent thread crossing and provide a lead-in for the insert. Profondeur maximale de fraisage : 0,4 × pas. Un fraisage excessif compromet la rétention de la plaquette.
Étape 3 : Tapotement (STI Tap)
Coupez les filetages à l'aide du taraud STI spécifié, ce qui crée un diamètre primitif plus grand que les tarauds standard pour s'adapter au diamètre extérieur de l'insert. Pour les trous débouchants, la profondeur du taraud doit dépasser la longueur de l'insert. Pour les trous borgnes, utilisez une force contrôlée pour éviter la casse du robinet. Nettoyer soigneusement les fils en utilisant de l'air comprimé (buses radiales pour trous borgnes) avant l'installation de l'insert.
Étape 4 : Insérer l'installation
Montez l'insert sur l'outil d'installation, en engageant la tige (pour les inserts avec soie) ou les encoches d'entraînement (pour les inserts sans nœuds). Faites tourner l'outil pour enrouler l'insert dans le trou taraudé. Arrêtez-vous lorsque l'insert se trouve à 0,25–0,75 fils sous la surface. Unvoid applying excessive axial force, which can cause "cross-threading" or insert damage.
Étape 5 : Retrait de la soie (inserts à soie uniquement)
Pour les trous débouchants : placez l'outil de rupture de tige (poinçon) sur la tige et frappez l'autre extrémité de l'outil avec un 200g de marteau pour couper la soie. Pour les trous borgnes : Utilisez une pince à long bec ou des outils d'extraction pour récupérer la tige cassée. Vérifiez avec un tampon fileté que le filetage fini est conforme aux spécifications (généralement tolérance ISO 2/6H).

Matériaux compatibles
Les inserts filetés métalliques sont compatibles avec pratiquement tous les matériaux techniques, avec des avantages particuliers pour les substrats plus souples.
Métaux mous (applications principales)
- Unluminum alloys: Application la plus courante ; empêche le dénudage des filetages dans l'aluminium moulé et forgé
- Alliages de magnésium : Indispensable pour les composants légers de l'aérospatiale et de l'automobile
- Cuivre et bronze : Fournit une résistance à l’usure dans les métaux non ferreux plus mous
- Titane : Compatible mais souvent utilisé pour la réparation de filetages plutôt que pour le renforcement primaire

Métaux ferreux
Bien que moins couramment nécessaires dans l'acier (qui a une résistance de filetage adéquate), les inserts sont utilisés dans fonte et fonte ductile pour la résistance à l'usure et dans acier applications nécessitant un montage/démontage fréquent pour éviter l’usure du filetage.
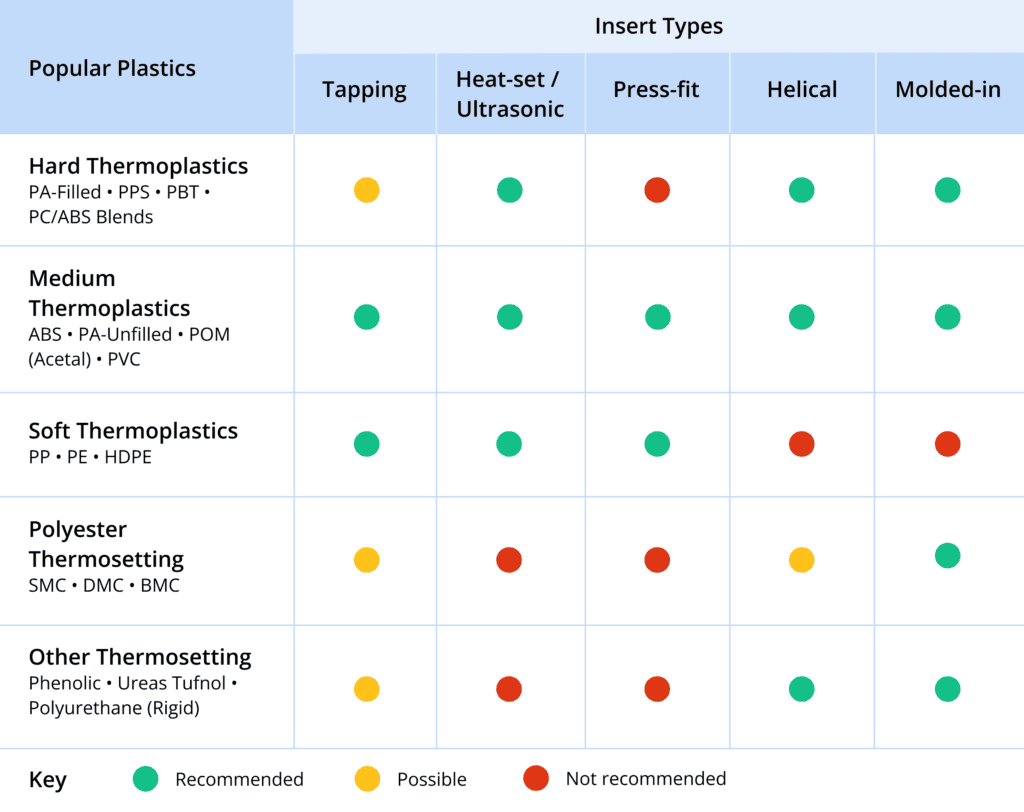
Matériaux non métalliques
Efficace dans thermoplastiques, thermodurcissables et composites (fibre de carbone, fibre de verre) où les fils directs se dénuderaient facilement. La pression radiale de l'insert crée un verrouillage mécanique sans concentrations de contraintes provoquant des fissures dans les matériaux fragiles.
Directive de dureté du matériau : Les inserts sont plus avantageux lorsque la dureté du matériau d'origine est inférieure 30 HRC (Rockwell C) . Dans les matériaux plus durs, les inserts offrent une résistance à la corrosion et une prolongation de la durée de vie du filetage plutôt qu'une amélioration de la résistance.
Gestion du serrage excessif et de la casse
Les échecs d’installation nécessitent une correction systématique pour restaurer l’intégrité des threads.
Retrait de l'insert trop serré
Lorsqu'un insert est trop serré ou mal installé, utilisez un outil d'extraction . Insérez la pointe de l'outil dans la bobine d'insertion, appuyez fermement et faites pivoter dans le sens inverse des aiguilles d'une montre pour retirer l'insert. Pour les cas tenaces, appliquez de l’huile dégrippante et laissez-la tremper avant toute tentative d’extraction.
Retrait de l'insert cassé
Si l'insert se brise lors de l'installation :
- Percez l'insert cassé à l'aide d'un foret légèrement plus petit que la taille du foret à tarauder STI pour éviter d'endommager les threads parents
- Utilisez un extracteur de robinet ou un outil facile à retirer pour retirer les fragments de bobine restants.
- Inspectez le trou taraudé pour déceler tout dommage ; si les filetages sont compromis, percez jusqu'à la taille d'insert immédiatement plus grande ou utilisez un insert de bague solide (Keensert) pour la réparation

Mesures de prévention
Pour éviter un serrage excessif :
- Utilisez des outils d'installation à limitation de couple ou des clés dynamométriques prédéfinies
- Arrêtez l'installation lorsque l'insert est 0,25 à 0,75 fils sous la surface — jamais affleurant ni saillant
- Vérifiez que la profondeur du robinet est suffisante avant l'installation ; une profondeur insuffisante provoque un « affaissement » et une distorsion de la bobine
- Utilisez une lubrification appropriée pendant le taraudage pour éviter le grippage qui pourrait provoquer le grippage de l'insert.
Foire aux questions
Les inserts filetés peuvent-ils être réutilisés ?
Les inserts sans nœuds peuvent être retirés et réutilisés plusieurs fois sans dommage. Les inserts à soie peuvent techniquement être retirés, mais la rupture de la soie rend leur réutilisation peu pratique. Pour les applications nécessitant un entretien fréquent, spécifiez dès le départ des inserts sans nœuds.
Dans quelle mesure un trou fileté avec un insert est-il plus résistant ?
Un properly installed wire thread insert provides a thread that is 20 % plus résistant que le fil du matériau d'origine en traction et nettement supérieur en cisaillement. La répartition de la charge sur toute la longueur de la plaquette par rapport à la concentration sur les 2-3 premiers filetages d'un trou taraudé standard offre le principal avantage en termes de résistance.
Les inserts affectent-ils les spécifications de couple des boulons ?
Les inserts à vis nécessitent couple d'installation plus élevé (généralement 1,5 à 2 × standard) en raison du couple dominant des bobines de préhension. Les plaquettes à rotation libre utilisent des valeurs de couple standard. Vérifiez toujours les spécifications du fabricant de l'insert, car un serrage insuffisant peut provoquer un desserrage, tandis qu'un serrage excessif risque de faire échouer les boulons.
Unre wire thread inserts standardized?
Oui, la plupart des inserts sont conformes à DIN 8140 (européen), MSNA 21209 (Aérospatiale), ou MS21209 (Norme militaire). Cette standardisation garantit la compatibilité entre les fabricants pour les inserts, les tarauds et les outils d'installation, bien que la vérification soit recommandée pour les applications critiques.
Les inserts peuvent-ils être installés dans des trous borgnes ?
Oui, les inserts avec et sans nœuds fonctionnent dans les trous borgnes. Pour les plaquettes à soie dans des trous borgnes, assurez-vous que la profondeur du trou s'adapte à toute la longueur de la plaquette plus le jeu de rupture de la tige. Les inserts sans nœuds sont particulièrement avantageux pour les trous borgnes car ils éliminent le risque que des tiges desserrées restent dans la cavité.
Quelles sont les causes de la rotation ou du retrait de l'insert ?
Insérer une rotation dans le trou parent indique pression radiale insuffisante , généralement causé par : (1) une taille de taraud STI incorrecte entraînant des filetages surdimensionnés, (2) une installation dans un matériau inférieur à la dureté/résistance au cisaillement minimale, ou (3) l'utilisation d'une longueur d'insert trop courte pour la charge. La remédiation nécessite de percer et d'installer un insert plus grand ou de passer à un insert solide à verrouillage par clé.